Overheating is normal and the
most common problem, depending
on the application, can cause
a dangerous deformation of an
otherwise high quality operating
system. This deformation can also
cause a misalignment between
the rod and sleeve, generating
excessive friction during injection.
Premature sleeve erosion and
plunger seizure are the resulting
consequences.
Operating temperatures are
ordinarily high, so it is important to
maintain the target in a safe and
controlled limit.
Overheating is normal and the
most common problem, depending
on the application, can cause
a dangerous deformation of an
otherwise high quality operating
system. This deformation can also
cause a misalignment between
the rod and sleeve, generating
excessive friction during injection.
Premature sleeve erosion and
plunger seizure are the resulting
consequences.
Operating temperatures are
ordinarily high, so it is important to
maintain the target in a safe and
controlled limit.

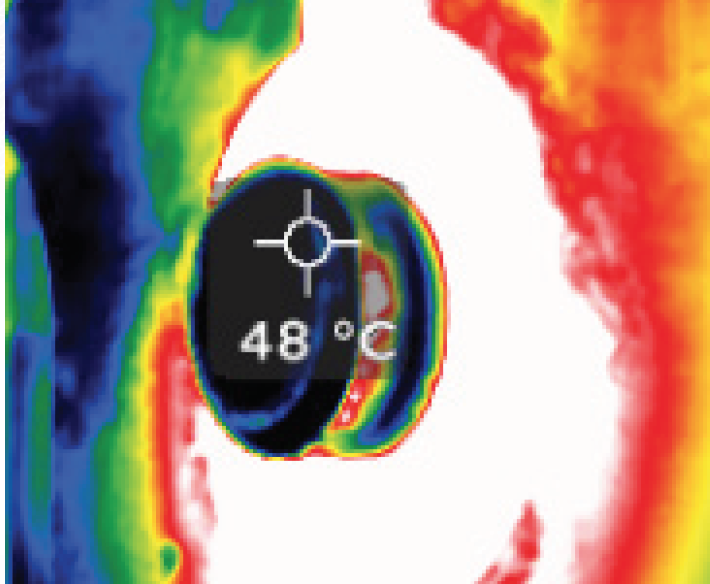
 Excessive heating of the shot sleeve, during the injection
process, can be easily identified, measured and located
by using a thermal camera. In the overheated area, the
steel is severely stressed and starts losing its mechanical
properties, especially under the pour hole. When the steel
under the nitrided layer is compromised, the normal result
is premature erosion of the shot sleeve.
Excessive heating of the shot sleeve, during the injection
process, can be easily identified, measured and located
by using a thermal camera. In the overheated area, the
steel is severely stressed and starts losing its mechanical
properties, especially under the pour hole. When the steel
under the nitrided layer is compromised, the normal result
is premature erosion of the shot sleeve.

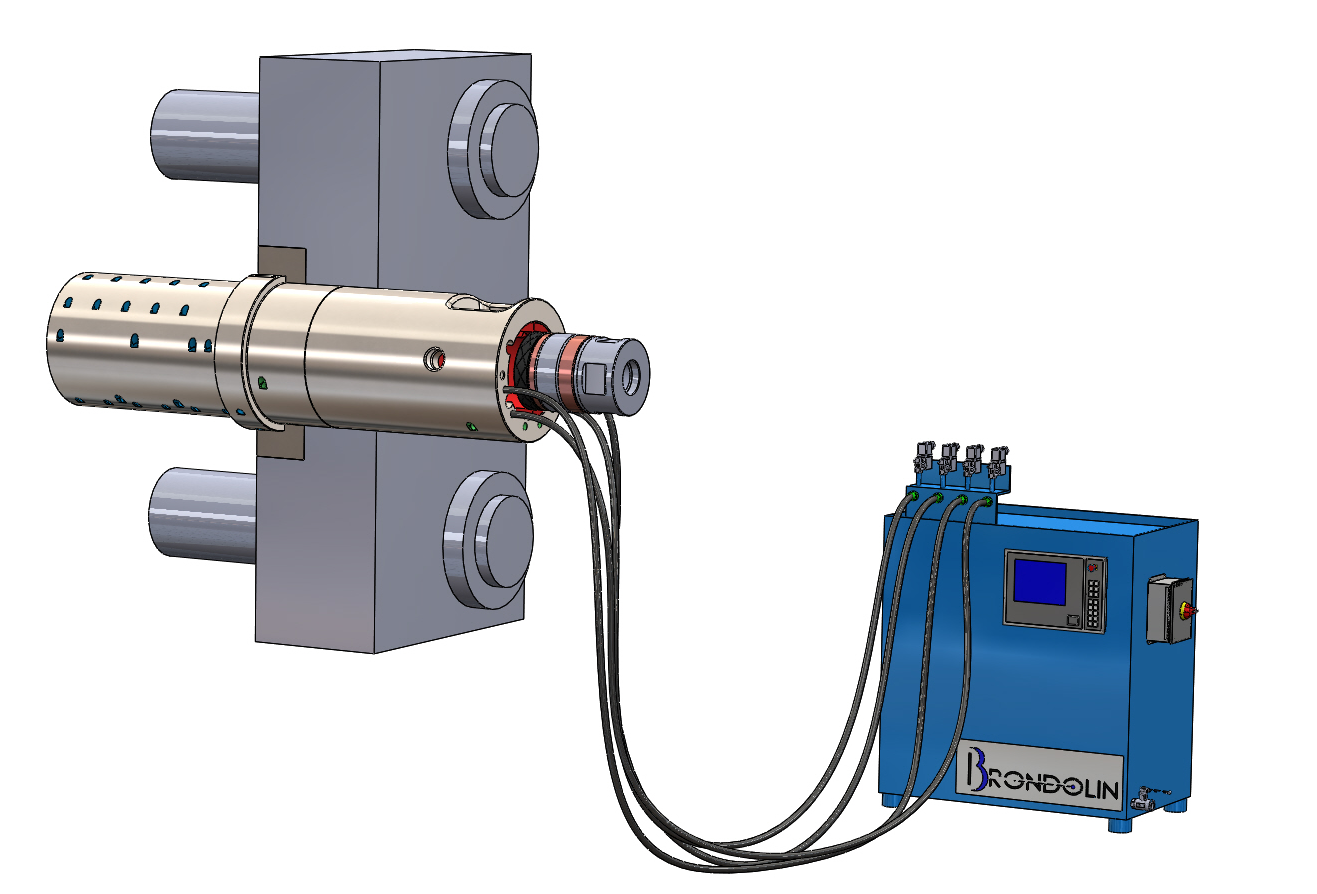
 Maintaining a balanced and controlled
temperature is essential not only for the shot
sleeve, but also significantly helps the plunger
system function correctly. A round sleeve has
lower friction, requires less lubricant, has less
metal turbulence, all adding to the ability to
properly thermally regulate the shot sleeve. The
die side of the shot sleeve is heavily thermally
stressed from the heat coming from the biscuit
and is the most critical area of the thermal
circuit layout design. For large shot sleeves, it
is best to also have an independent circuit on
the die side for proper thermal control.
Maintaining a balanced and controlled
temperature is essential not only for the shot
sleeve, but also significantly helps the plunger
system function correctly. A round sleeve has
lower friction, requires less lubricant, has less
metal turbulence, all adding to the ability to
properly thermally regulate the shot sleeve. The
die side of the shot sleeve is heavily thermally
stressed from the heat coming from the biscuit
and is the most critical area of the thermal
circuit layout design. For large shot sleeves, it
is best to also have an independent circuit on
the die side for proper thermal control.